伸缩剑打印技巧:
由于Cura切片引擎生成的切片路径,在打印伸缩剑时(特别是圆形的伸缩剑),会导致表面有一些有不规则的凸点(Z缝的位置),推荐使用PrusaSlicer或者OrcaSlicer切片,根据本文的建议设置进行打印。
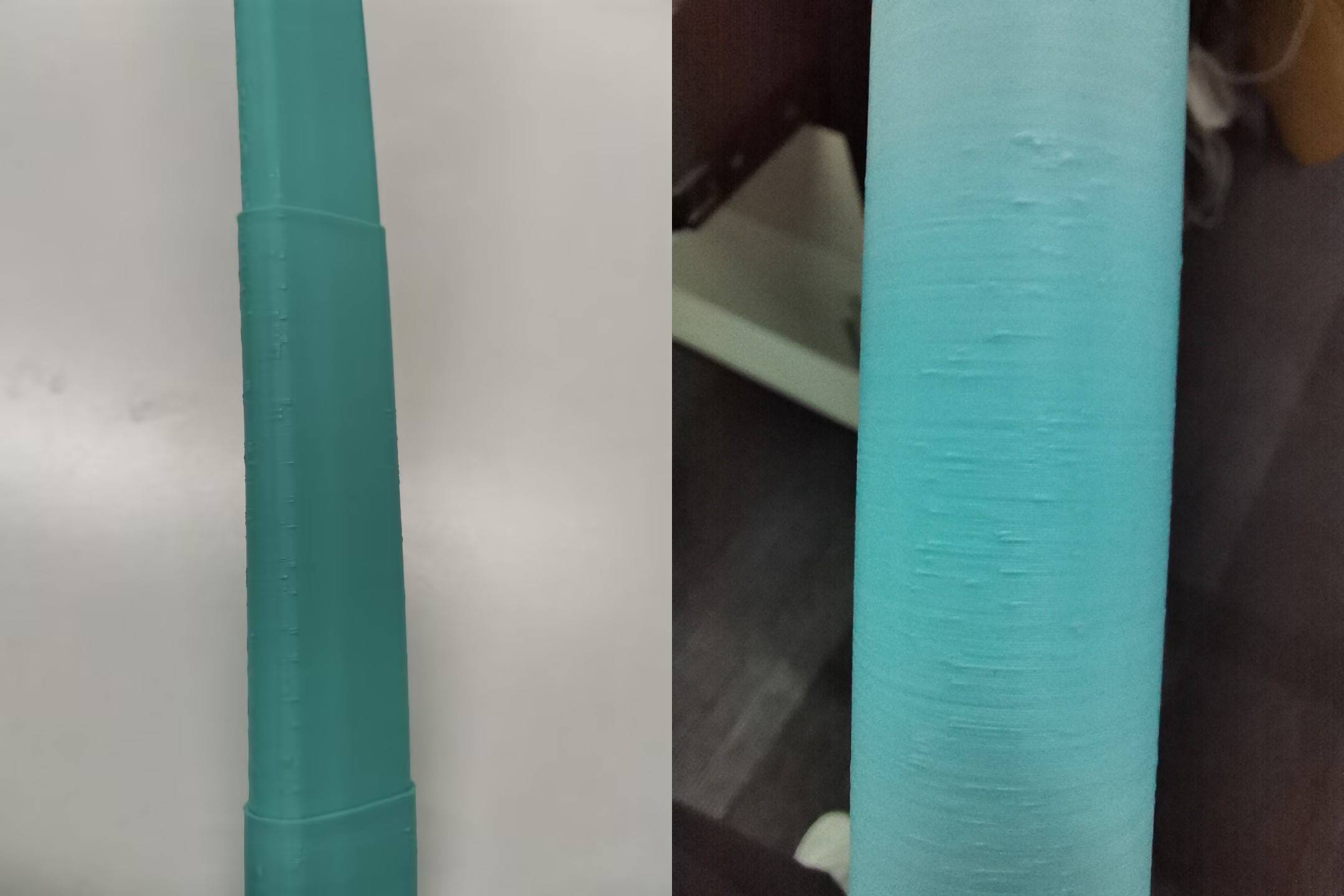
另外,适当增加热床温度,可提高模型底部与热床的粘附力,同时调整好z-offset也会大大提升打印的成功率。

底面粘接不牢,高处打印错层
若采用第三方耗材,校准好打印参数,耗材收缩率可获得更佳的打印效果。
PrusaSlicer参数设置
打印设置
接缝位置:对齐
轮廓生成器:经典
取消勾选"首先打印外部轮廓"

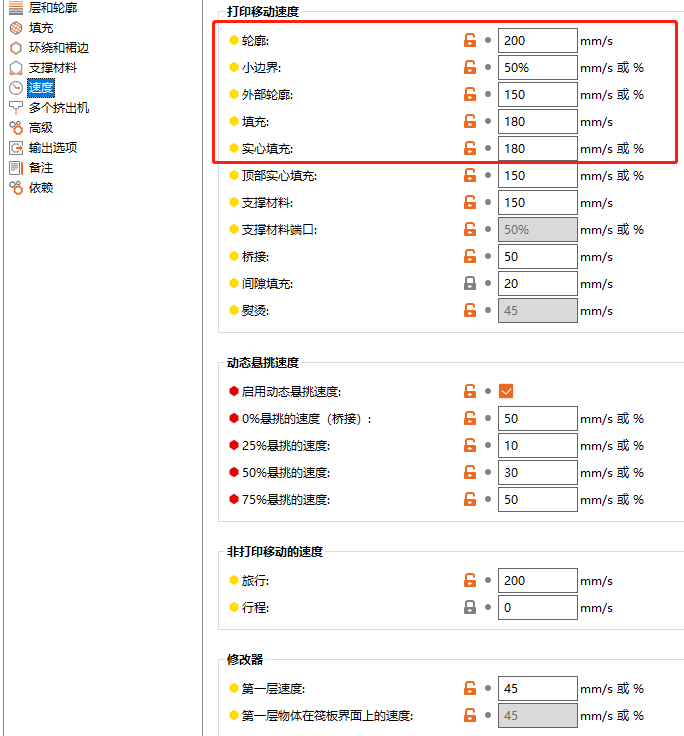
适当降低打印速度获得更好的打印效果
通过调节XY 尺寸补偿可模型的孔洞大小

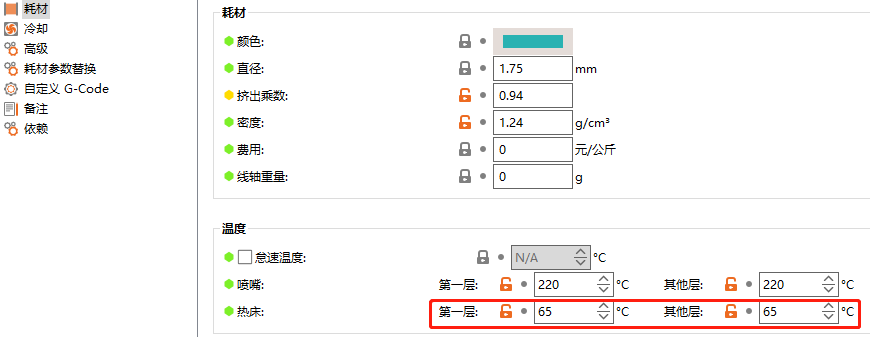
耗材设置
热床温度改为:65℃
适当增加热床温度可提高模型底部与热床的附着力
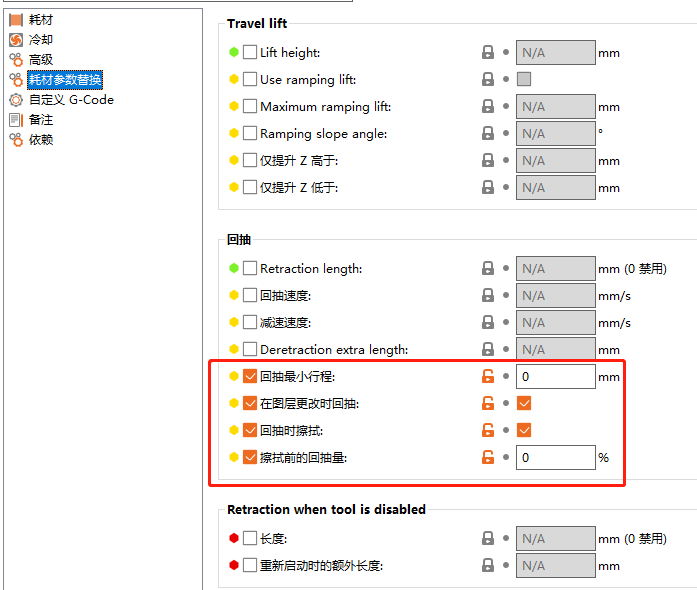
回抽最小行程:0
勾选"回抽时擦拭"
OrcaSlicer参数设置:
工艺设置
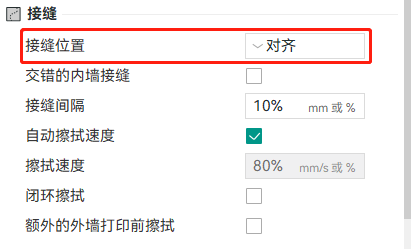
接缝位置:对齐
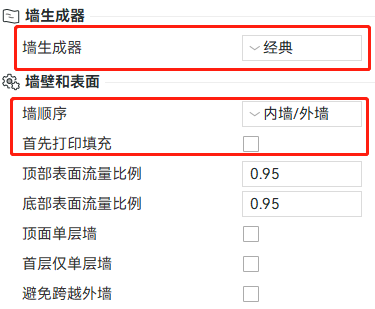
墙生成器:经典
墙顺序:内墙/外墙
取消勾选"首先打印填充"
适当降低打印速度获得更好的打印效果
耗材参数设置
热床温度改为:65℃
适当增加热床温度可提高模型底部与热床的附着力

空驶距离阈值:0
勾选"回抽时擦拭"
勾选“换层时回抽”
擦拭距离:1
